


Собственный парк листообрабатывающего оборудования с ЧПУ. Диаметры Ø20-2800 мм, толщина стенки 1-30 мм. Точность геометрии ±0,5 мм на погонный метр образующей.
Работаем по ГОСТ Р 52630-2012, ГОСТ 34347-2017 и индивидуальным ТУ. Минимальный тираж - от 1 штуки.
Оборудование и инструментарий
Парк листогибочного и раскройного оборудования позволяет обрабатывать заготовки толщиной до 30 мм и диаметром до 2800 мм без переналадки. Ниже - ключевые единицы, определяющие геометрическую точность готовых конусов.


Трехвалковые и четырехвалковые гибочные вальцы
Вальцовка конусов с предварительной подгибкой кромок - критически важный этап для исключения «плоского участка» у будущего сварного шва.
Ключевые параметры оборудования:
Минимальный диаметр: Ø20 мм при толщине 1 мм
Максимальный диаметр: Ø2800 мм при толщине 30 мм
Шаг позиционирования ЧПУ: 0,05 мм
Что позволяет делать: Изготавливать конусы из толстолистового проката (09Г2С, 10ХСНД) без предварительного нагрева при толщинах до 25 мм. Четыре валка обеспечивают равномерное распределение деформации и исключают образование винтовой кривизны.
В отличие от трехвалковых станков, четырехвалковая схема позволяет подгибать обе кромки листа за одну установку. Это дает:
Отсутствие прямого участка длиной 50-150 мм у сварного шва
Равномерное распределение напряжений по окружности
Снижение остаточных деформаций после сварки на 40-60%
Для конусов критична разная подача верхнего и нижнего валков - их оси устанавливаются под углом, соответствующим углу конуса. Расчет угла наклона валков выполняется в CAD по формуле:
α_валков = arctg((D - d) / (2·H))
где:
D - больший диаметр
d - меньший диаметр
H - высота конуса.
Установка плазменной и лазерной резки с ЧПУ

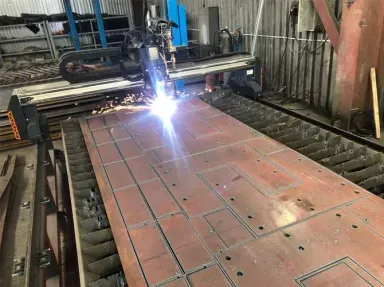
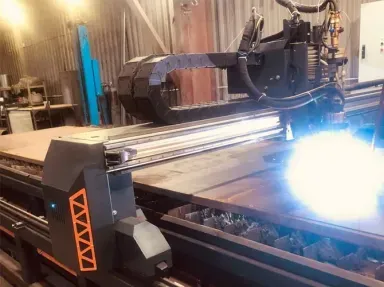
Высокоточный раскрой разверток конусов из листового проката.
Ключевые параметры:
Точность позиционирования: ±0,1 мм
Рабочее поле: 2000 × 6000 мм
Толщина реза: до 150 мм (углеродистая сталь), до 80 мм (нержавейка), до 50 мм (алюминий)
Скорость реза стали 10 мм: 1800 мм/мин
Система вытяжки и фильтрации дыма
Что позволяет делать: Вырезать развертки конусов с криволинейным контуром без шаблонов. DXF-файл из CAD напрямую загружается в станок - исключается человеческий фактор при разметке.
Сварочные посты TIG / MIG / MAG
Назначение: Сборка и сварка секций конусов.
Методы:
TIG (аргонодуговая): Нержавеющие стали (AISI 304/316/321), алюминий (АМг3/АМг5), медь, латунь
MIG/MAG (полуавтоматическая): Углеродистые стали (СТ3, 09Г2С, СТ20)
Ручная дуговая (ММА): Для ремонтной сварки и прихватки
Что позволяет делать: Варить швы с катетом от 2 до 12 мм с контролем геометрии по катет-шаблонам. Для нержавейки применяется импульсный режим, минимизирующий зону термического влияния.
Технологические этапы производства
Производство конуса - это не просто «свернуть лист и сварить». Это цепочка из 6 этапов, где ошибка на любом шаге приводит к браку всей детали. Ниже мы рассписали - полный цикл с техническими нюансами, которые обычно остаются за кадром.
Расчет и построение развертки
Действие: Инженер в CAD-системе строит развертку конуса с учетом всех геометрических параметров: большого и малого диаметров, высоты, угла конусности, толщины стенки.
Ключевой нюанс: Развертка строится не по номинальным размерам, а с учетом припуска на термоусадку при сварке (обычно 2-4 мм на продольный шов). Если этого не сделать, после сварки диаметр уйдет за пределы допуска.
Формулы развертки для усечённого конуса:
Радиус большой дуги: R = L + r
Радиус малой дуги: r = (d·L) / (D - d)
Длина образующей: L = √(H² + ((D - d)/2)²)
Центральный угол: α = (D / R) · 180°
где D - большой диаметр, d - малый диаметр, H - высота конуса.
📐 Пример расчета развертки концентрического конуса
Исходные данные:
Большой диаметр D = 1200 мм
Малый диаметр d = 600 мм
Высота H = 800 мм
Толщина стенки s = 10 мм
Расчет:
Длина образующей: L = √(800² + ((1200-600)/2)²) = √(640000 + 90000) = 854,4 мм
Радиус малой дуги: r = (600 · 854,4) / (1200 - 600) = 854,4 мм
Радиус большой дуги: R = 854,4 + 854,4 = 1708,8 мм
Центральный угол: α = (1200 / 1708,8) · 180° = 126,4°
Результат: Развертка - сектор кольца с радиусами 854,4 и 1708,8 мм, углом 126,4°. С учётом припуска на сварку добавляем 3 мм к длине дуг



Раскрой заготовки
Действие: На установке плазменной или лазерной резки с ЧПУ вырезается развёртка конуса из листового проката.
Ключевой нюанс: Для нержавеющих сталей применяется плазменная резка в среде защитных газов (азот или аргон), чтобы избежать окисления кромки. Кислородная резка для нержавейки и алюминия недопустима - кромка теряет коррозионную стойкость.
Контроль на этапе:
Замер габаритов развертки штангенциркулем в 4 точках
Визуальный осмотр кромок на отсутствие грата и оплавлений
Проверка маркировки (номер заказа, материал, толщина)
Предподгибка кромок
Действие: Кромки развертки подгибаются на 4-валковых валках на длину 100-200 мм с каждой стороны. Это формирует начальный радиус у будущего сварного шва.
Ключевой нюанс: Без предподгибки после вальцовки у сварного шва образуется плоский участок длиной 50-150 мм. После сварки этот участок не вписывается в окружность конуса - деталь не проходит контроль овальности по ГОСТ 34347-2017.
Типичная ошибка: Операторы часто пропускают этот этап для экономии времени. Результат - овальность у шва до 3-5% при допуске 1%, что приводит к браку или дорогостоящей правке.



Вальцовка конуса
Действие: Заготовка прокатывается через валки с постепенным изменением радиуса. Валки устанавливаются под углом, соответствующим углу конуса. Для каждого прохода оператор уменьшает зазор между валками на 0,5-1 мм.
Ключевой нюанс: Неравномерная подача заготовки приводит к винтовой деформации - конус получается «криво́й». Контроль - по шаблону и лазерному нивелиру после каждого прохода.
Режимы вальцовки в зависимости от материала:
Материал | Толщина, мм | Метод | Температура |
|---|---|---|---|
СТ3, СТ20 | до 16 | Холодная | 20 °C |
09Г2С | до 25 | Холодная | 20 °C |
09Г2С | 25-30 | Горячая | 850–950 °C |
AISI 304/316 | до 20 | Холодная | 20 °C |
АМг3, АМг5 | до 15 | Холодная | 20 °C |
При толщинах свыше 25 мм для низколегированных сталей (09Г2С, 10ХСНД) холодная вальцовка приводит к наклёпу и риску образования трещин в зоне растяжения. Применяется горячая вальцовка:
Нагрев в газовой печи до 850-950 °C (контроль пирометром)
Быстрая подача на валки - время от печи до начала прокатки не более 90 секунд
Многопроходная вальцовка с промежуточным подогревом при падении температуры ниже 750 °C
Контроль структуры после остывания - обязательно наличие мелкодисперсного феррито-перлитного зерна
Горячая вальцовка требует последующей термообработки (нормализация при 920 °C с охлаждением на воздухе) для снятия остаточных напряжений.


Сварка продольного шва
Действие: Кромки развёртки соединяются продольным швом. Метод сварки выбирается в зависимости от материала:
TIG (аргонодуговая): AISI 304/316/321, АМг3/АМг5, медь, латунь
MIG/MAG (полуавтомат): СТ3, 09Г2С, СТ20
Ручная дуговая (ММА): для прихватки и ремонтной сварки
Ключевой нюанс: Для нержавеющих сталей после сварки обязательна пассивация и травление шва. В зоне термического влияния (ЗТВ) происходит выгорание хрома и образование карбидов - без обработки в этом месте начинается межкристаллитная коррозия.
Режимы сварки TIG для нержавеющих сталей:
Толщина, мм | Диаметр электрода, мм | Ток, А | Расход аргона, л/мин |
|---|---|---|---|
1–3 | 1,6 | 40–80 | 8–10 |
3–6 | 2,4 | 80–150 | 10–12 |
6–12 | 3,2 | 150–220 | 12–15 |
12–20 | 4,0 | 220–300 | 15–18 |
Присадочные материалы:
Для AISI 304 - проволока Св-04Х19Н9
Для AISI 316 - проволока Св-04Х19Н11М3
Для AISI 321 - проволока Св-04Х19Н9Ф (стабилизированная титаном)
Доработка и финишная обработка
Действие: После сварки конус проходит цикл доработки:
Зачистка шва - удаление наплывов, брызг, шлака
Термообработка (при необходимости) - нормализация для 09Г2С, отпуск для легированных сталей
Пассивация (для нержавейки) - травление шва кислотным раствором, образование защитной оксидной плёнки
Механическая обработка торцов - на токарно-карусельном станке для обеспечения плоскостности
Маркировка - клеймо с номером партии, материалом, датой выпуска, идентификатором сварщика
Ключевой нюанс: Для ответственных конструкций (сосуды под давлением, пищевая промышленность) после сварки проводится ультразвуковой контроль шва (УЗК). Результат фиксируется в протоколе, копия прикладывается к паспорту изделия.
Классификация конусов
Конусы различаются не только по материалу, но и по геометрии, конструктиву и назначению. Ниже - как их классифицируют инженеры-технологи и проектировщики. Это не каталог, а система понимания: зная классификацию, вы сможете точно сформулировать ТЗ.
Посмотреть типовые позиции и каталог.


Остроконечные (стандартные)
Сходятся в вершину, один угол наклона.
Применение: вентиляционные зонты, архитектурные элементы, декор, вытяжные системы.
Особенность: Требуют точного расчёта развёртки - малейшая ошибка приводит к смещению вершины.
👉 Остроконечные конусы →
Концентрические (усеченные)
Оси торцов совпадают, плавный переход диаметров.
Применение: переходы вертикальных трубопроводов, диффузоры, днища резервуаров, теплообменники.
Особенность: Наиболее распространённый тип - 70% всех промышленных конусов.
👉 Концентрические конусы →
Эксцентрические
Оси торцов смещены, одна образующая прямая.
Применение: горизонтальные трубопроводы, где нельзя допустить застоя среды (пульпы, осадки).
Особенность: Прямая образующая монтируется снизу - среда стекает без образования карманов.
👉 Эксцентрические конусы →
По материалу


Углеродистые стали
Марки: СТ3, СТ20, 09Г2С
Применение: общепромышленные конструкции, нефтегаз, строительство, резервуары.
Особенность: Требуют антикоррозионного покрытия (грунт + эмаль, горячее цинкование).
👉 Конусы из черной стали →
Нержавеющие стали
Марки: AISI 304 (08Х18Н10), AISI 316 (08Х17Н13М2), AISI 321 (12Х18Н10Т)
Применение: пищевая, химическая, фармацевтическая промышленность, медицина.
Особенность: AISI 316 устойчива к хлоридам, AISI 321 - к межкристаллитной коррозии.
👉 Конусы из нержавейки →
Цветные металлы
Марки: АМг3, АМг5 (алюминий), М1 (медь), Л63 (латунь)
Применение: судостроение, авиация, теплообменники, декоративные элементы.
Особенность: Требуют TIG-сварки в аргоне и специальных присадочных материалов.
👉 Конусы из цветмета →
Таблица марок сталей и сплавов
Марка | Тип материала | Применение |
|---|---|---|
СТ3 (Ст3сп, Ст3пс) | Углеродистая конструкционная сталь | Неответственные конструкции внутри помещений, общепром |
СТ20 | Качественная углеродистая сталь | Сосуды под давлением, ответственные конструкции |
09Г2С | Низколегированная сталь (Mn, Si) | Нефтегаз, мосты, северные объекты, промышленные резервуары |
AISI 304 (08Х18Н10) | Аустенитная нержавеющая сталь | Пищевая промышленность, архитектура, медицина |
AISI 316 (08Х17Н13М2) | Нержавеющая сталь с молибденом | Химия, судостроение, бассейны, прибрежные объекты |
AISI 321 (12Х18Н10Т) | Нержавеющая сталь, стабилизированная титаном | Высокотемпературные применения, авиастроение, энергетика |
АМг3, АМг5 | Алюминиево-магниевые сплавы | Авиация, судостроение, где критичен вес |
М1 | Техническая медь | Теплообменники, электрооборудование, декор |
Л63 | Латунь (63% Cu, 37% Zn) | Декоративные элементы, сантехника, архитектура |
Допуски, стандарты, точность
Наше производство конусов ведется по трем нормативным документам. Выбор стандарта зависит от назначения изделия и требований заказчика.
Нормативная база
ГОСТ Р 52630-2012 - «Сосуды и аппараты стальные. Общие технические условия»
Основной российский стандарт для промышленного применения. Регламентирует:
Допуски на геометрию (диаметр, высота, овальность)
Требования к сварным швам
Методы контроля (визуальный, УЗК, радиография)
Маркировку и документацию
ГОСТ 34347-2017 - «Сосуды и аппараты стальные сварные. Общие технические условия»
Межгосударственный стандарт (ЕАЭС). Аналогичен ГОСТ Р 52630, но с учетом требований стран-участниц. Обязателен для экспорта в Беларусь, Казахстан, Армению, Киргизию.
Индивидуальные ТУ - разрабатываются, когда чертёж заказчика строже ГОСТ. Типичные случаи:
Пищевая и фармацевтическая промышленность (требования GMP)
Атомная энергетика (нормы МАГАТЭ)
Криогенная техника (допуски на низких температурах)
Интерактивная таблица допусков
Параметр | Диаметр до 500 мм | Ø 500–1500 мм | Ø 1500–2800 мм |
|---|---|---|---|
Отклонение диаметра торца | ±1,0 мм | ±2,0 мм | ±3,0 мм |
Овальность | до 1% | до 1% | до 1,5% |
Отклонение высоты | ±2,0 мм | ±3,0 мм | ±5,0 мм |
Смещение кромок в шве | до 10% толщины, не более 3 мм | до 10% толщины, не более 3 мм | до 10% толщины, не более 3 мм |
Перелом образующей | до 1 мм/м | до 1,5 мм/м | до 2 мм/м |
Отклонение угла конуса | ±15' | ±20' | ±30' |
Пример результата для Ø 850 мм:
Отклонение диаметра торца: ±2,0 мм
Овальность: до 8,5 мм (1% от 850)
Отклонение высоты: ±3,0 мм
Контроль УЗК шва: обязателен для толщин свыше 10 мм
Формулы расчета:
Длина развертки по большой дуге: L = π · D · α / 360
Радиус развертки:R = D / (2 · sin(β/2))
где D - диаметр торца, α - центральный угол развёртки, β - угол конуса.Расчет овальности:Овальность = ((D_max - D_min) / D_nom) · 100%
где D_max - максимальный замеренный диаметр, D_min - минимальный, D_nom - номинальный.Расчет массы конуса:M = π · (D + d) / 2 · L · s · ρ
где D - большой диаметр, d - малый диаметр, L - длина образующей, s - толщина стенки, ρ - плотность материала (7850 кг/м³ для стали).
Контроль качества
Контроль качества - не формальность, а система из трёх уровней, встроенная в каждый этап производства. Ниже — как мы проверяем конусы от листа до готового изделия.
Уровень 1. Входной контроль материалов
Каждая партия металла поступает с сертификатом качества 3.1 по EN 10204. На складе проводятся:
1.1. Визуальный осмотр листа
Проверка на наличие окалины, коробления, расслоений, трещин
Замер плоскостности листа щупом (допуск: 2 мм на 1 м)
1.2. Замер толщины ультразвуковым толщинометром
Замер в 5 точках листа (углы + центр)
Допуск: ±0,3 мм от номинала для листов до 20 мм, ±0,5 мм для толщин свыше 20 мм
Фиксация результатов в журнале входного контроля
1.3. Экспресс-анализ марки стали спектрометром
Проверка химического состава (C, Mn, Si, Cr, Ni, Mo)
Исключение подмены материала (например, 09Г2С на СТ3)
Сравнение с сертификатом 3.1
Уровень 2. Промежуточный контроль
2.1. После раскроя
Проверка геометрии развёртки по шаблону
Замер габаритов (длина дуг, радиусы) с точностью ±0,5 мм
Визуальный осмотр кромок на отсутствие грата
2.2. После вальцовки
Лазерный нивелир: проверка прямолинейности образующей (допуск: 1 мм на 1 м)
Замер овальности в 4 точках (допуск: 1% от номинального диаметра)
Проверка угла конуса угломером (допуск: ±20')
2.3. После сварки
Визуальный контроль шва: отсутствие пор, подрезов, наплывов, трещин
Замер катета шва катет-шаблоном (допуск: ±0,5 мм)
Проверка смещения кромок (допуск: 10% толщины, не более 3 мм)
Уровень 3. Финальный контроль
3.1. Ультразвуковая дефектоскопия (УЗК) продольного шва
Проводится для ответственных конструкций (сосуды под давлением, толщина свыше 10 мм)
Контроль по ГОСТ Р 56542-2015
Результат: протокол с указанием координат дефектов (если есть)
3.2. Гидроиспытания (при необходимости)
Заполнение конуса водой под давлением 1,5·P_рабочее
Выдержка 10 минут
Визуальный осмотр на отсутствие течей
3.3. Маркировка и документация
Клеймо с номером партии, материалом, датой выпуска
Бирка с идентификатором сварщика
Паспорт изделия с результатами всех контролей
Протокол УЗК (если проводился)


Следующие шаги
Нужен конус с конкретными характеристиками - от Ø20 мм для лаборатории до Ø2800 мм для промышленного резервуара, из выбранной марки стали, по ГОСТ или индивидуальному ТУ?
Два варианта действия:
Перейти в каталог конусов → выберите тип (остроконечный, концентрический, эксцентрический), материал, диаметр. Фильтры помогут найти нужный вариант.
Отправить чертеж / ТЗ на расчет → инженер подготовит спецификацию с учетом всех допусков, методов контроля и сроков в течение рабочего дня. Пришлите ваше чертеж или ТЗ нам на почту - info@profitsteel.ru или позвоните нам для консультации - +7 (495) 111-64-92