...
...
Точность резки металла — это комплексный показатель, характеризующий соответствие геометрических параметров вырезанной заготовки заданным чертежом размерам, качеству кромок и шероховатости поверхности. В современном производстве, особенно при работе с нержавеющей сталью, этот параметр напрямую влияет на себестоимость продукции, скорость сборки конструкций и эксплуатационные характеристики готовых изделий.
Согласно действующим ГОСТам, точность резки определяется несколькими ключевыми параметрами: предельными отклонениями линейных размеров, перпендикулярностью реза, шероховатостью поверхности и шириной реза. Для нержавеющей стали эти требования особенно строги, поскольку материал обладает специфическими свойствами — высокой вязкостью, склонностью к наклепу и чувствительностью к термическому воздействию.
Почему точность критична для нержавеющей стали:
Нержавеющая сталь относится к материалам с высокой стоимостью, поэтому ошибки при раскрое ведут к значительным финансовым потерям
Термическое воздействие при резке может нарушить коррозионную стойкость материала в зоне реза
Несоответствие допусков усложняет последующую сварку и сборку конструкций
Качество кромки влияет на усталостную прочность изделий
Нормативная база, регулирующая процессы резки металла в Российской Федерации, включает множество государственных стандартов, каждый из которых охватывает определенные аспекты технологического процесса. Понимание этой системы необходимо как для специалистов отдела закупок, так и для производственников.
Основные ГОСТы по точности резки:
ГОСТ 9013-59 устанавливает общие технические условия для газовой, плазменной и лазерной резки. Этот стандарт определяет классы точности, допустимые отклонения размеров и требования к качеству поверхности реза.
ГОСТ Р 52938-2008 регламентирует процессы плазменной резки, устанавливая требования к оборудованию, параметрам процесса и контролю качества.
ГОСТ 14771-76 определяет требования к газовой кислородной резке, включая параметры для различных толщин металла.
ГОСТ 26038-83 устанавливает требования к лазерной резке металлов, включая точностные характеристики и параметры качества.
ГОСТ 2.307-2011 (ЕСКД) определяет правила нанесения размеров и предельных отклонений на чертежах.
Таблица 1. Основные параметры точности по ГОСТ 9013-59
Толщина металла, мм | Класс точности | Предельное отклонение, мм | Шероховатость Rz, мкм | Перпендикулярность, мм |
|---|---|---|---|---|
До 5 | 1 | ±0,1 | 20 | 0,05 |
До 5 | 2 | ±0,2 | 40 | 0,1 |
5-10 | 1 | ±0,15 | 25 | 0,08 |
5-10 | 2 | ±0,3 | 50 | 0,15 |
10-20 | 1 | ±0,2 | 30 | 0,1 |
10-20 | 2 | ±0,4 | 60 | 0,2 |
20-50 | 1 | ±0,3 | 40 | 0,15 |
20-50 | 2 | ±0,6 | 80 | 0,3 |
Свыше 50 | 2 | ±1,0 | 100 | 0,5 |
Таблица 2. Соответствие российских и международных стандартов
Российский стандарт | Международный аналог | Область применения |
|---|---|---|
ГОСТ 9013-59 | ISO 9013:2017 | Термическая резка |
ГОСТ 14771-76 | ISO 17661 | Газовая резка |
ГОСТ Р 52938-2008 | ISO 14732 | Плазменная резка |
ГОСТ 26038-83 | ISO 11553 | Лазерная резка |
ГОСТ 2.307-2011 | ISO 129-1 | Нанесение размеров |
Выбор оптимального метода резки нержавеющей стали — это всегда поиск баланса между точностью, производительностью и стоимостью. Каждый метод имеет свои преимущества и ограничения, которые необходимо учитывать при планировании производства.
Основные методы резки нержавеющей стали:
Лазерная резка обеспечивает наивысшую точность и качество кромки. Современные волоконные лазеры позволяют резать нержавеющую сталь толщиной до 30 мм с точностью до ±0,05 мм. Метод характеризуется минимальной шириной реза (0,1-0,3 мм) и незначительной зоной термического влияния.
Плазменная резка оптимальна для толщин от 3 до 150 мм. Точность составляет ±0,5-1,0 мм в зависимости от толщины металла. Метод обеспечивает высокую производительность, но требует последующей обработки кромок.
Газовая (кислородная) резка применяется для толщин свыше 20 мм. Точность ±1,0-2,0 мм. Метод экономичен, но дает широкую зону термического влияния и требует обязательной механической обработки.
Гидроабразивная резка обеспечивает высокую точность (±0,1 мм) без термического воздействия на материал. Подходит для любых толщин, но отличается низкой скоростью и высокой стоимостью.
Таблица 3. Сравнительная характеристика методов резки нержавеющей стали
Параметр | Лазерная | Плазменная | Газовая | Гидроабразивная |
|---|---|---|---|---|
Точность, мм | ±0,05-0,1 | ±0,5-1,0 | ±1,0-2,0 | ±0,1-0,15 |
Толщина, мм | 0,5-30 | 1-150 | 5-300 | 0,5-200 |
Ширина реза, мм | 0,1-0,3 | 1,5-4,0 | 2,0-5,0 | 0,8-1,2 |
Шероховатость Rz, мкм | 10-25 | 40-100 | 80-160 | 20-50 |
Зона терм. влияния, мм | 0,1-0,3 | 1,0-3,0 | 2,0-5,0 | Отсутствует |
Скорость (10 мм), м/мин | 2-5 | 1-3 | 0,3-0,8 | 0,2-0,5 |
Стоимость, условные ед. | 100% | 40-60% | 20-30% | 150-200% |
Таблица 4. Рекомендации по выбору метода резки в зависимости от толщины нержавеющей стали
Толщина металла, мм | Рекомендуемый метод | Альтернатива | Обоснование выбора |
|---|---|---|---|
0,5-3 | Лазерная | Гидроабразивная | Максимальная точность, минимальные деформации |
3-10 | Лазерная | Плазменная (высокоточная) | Оптимальное соотношение точности и стоимости |
10-20 | Лазерная/Плазменная | - | Зависит от требований к точности |
20-50 | Плазменная | Лазерная (мощная) | Производительность при приемлемой точности |
50-100 | Плазменная | Газовая | Экономическая эффективность |
Свыше 100 | Газовая/Плазменная | - | Единственно возможные методы |
Допуски на резку металла — это предельные значения отклонений фактических размеров от номинальных, установленных чертежом. Правильное назначение допусков критически важно: слишком жесткие требования ведут к удорожанию производства, слишком широкие — к проблемам при сборке.
Классы точности по ГОСТ:
Класс 1 (повышенной точности) — применяется для деталей, требующих минимальной последующей обработки. Допуски составляют ±0,1-0,3 мм в зависимости от толщины.
Класс 2 (нормальной точности) — наиболее распространенный класс для общего машиностроения. Допуски ±0,2-0,6 мм.
Класс 3 (пониженной точности) — для заготовок, подлежащих значительной механической обработке. Допуски ±0,5-1,5 мм.
Факторы, влияющие на точность:
Толщина металла: чем толще лист, тем больше допустимые отклонения
Марка нержавеющей стали: аустенитные стали ( AISI 304, 316) более склонны к деформациям
Размер заготовки: для деталей длиной свыше 1000 мм допуски увеличиваются
Состояние материала: нагартованный металл режется точнее отожженного
Таблица 5. Предельные отклонения линейных размеров при лазерной резке нержавеющей стали (по ГОСТ 26038-83)
Номинальный размер, мм | Класс точности 1, мм | Класс точности 2, мм | Класс точности 3, мм |
|---|---|---|---|
До 10 | ±0,05 | ±0,1 | ±0,2 |
10-50 | ±0,08 | ±0,15 | ±0,3 |
50-120 | ±0,1 | ±0,2 | ±0,4 |
120-400 | ±0,15 | ±0,3 | ±0,6 |
400-1000 | ±0,2 | ±0,4 | ±0,8 |
1000-2000 | ±0,3 | ±0,6 | ±1,2 |
Свыше 2000 | ±0,5 | ±1,0 | ±2,0 |
Таблица 6. Предельные отклонения при плазменной резке (по ГОСТ Р 52938-2008)
Толщина металла, мм | Отклонение размеров, мм | Перпендикулярность, мм | Шероховатость Rz, мкм |
|---|---|---|---|
1-5 | ±0,5 | 0,3 | 40-60 |
5-10 | ±0,75 | 0,5 | 60-80 |
10-20 | ±1,0 | 0,8 | 80-100 |
20-40 | ±1,5 | 1,0 | 100-120 |
40-80 | ±2,0 | 1,5 | 120-160 |
80-150 | ±3,0 | 2,0 | 160-200 |
Требования к перпендикулярности реза:
Перпендикулярность — это отклонение поверхности реза от перпендикуляра к плоскости листа. Для нержавеющей стали этот параметр особенно важен при подготовке кромок под сварку.
Нормативные значения:
Для толщин до 10 мм: не более 0,1 мм
Для толщин 10-20 мм: не более 0,2 мм
Для толщин 20-50 мм: не более 0,4 мм
Для толщин свыше 50 мм: не более 0,8 мм
Требования к шероховатости:
Шероховатость поверхности реза характеризуется параметром Rz (высота неровностей по десяти точкам). Для нержавеющей стали:
Лазерная резка: Rz 10-25 мкм
Плазменная резка: Rz 40-100 мкм
Газовая резка: Rz 80-160 мкм
Норма расхода металла — это количество материала, необходимое для изготовления единицы продукции с учетом технологических потерь. Правильный расчет норм расхода позволяет оптимизировать закупки, снизить себестоимость и минимизировать отходы.
Состав нормы расхода:
Норма расхода включает:
Чистый вес детали (по чертежу)
Технологические отходы (припуски на обработку, вырезы)
Потери при раскрое (ширина реза, неиспользуемые остатки)
Угар металла (при термической резке)
Формула расчета:
Нр = Гд × Кр × Ку
где:
Нр — норма расхода
Гд — геометрический вес детали
Кр — коэффициент раскроя (1,1-1,4)
Ку — коэффициент угара (1,01-1,05 для лазерной, 1,03-1,08 для плазменной)
Факторы, влияющие на расход:
Конфигурация деталей: сложные формы дают больше отходов
Схема раскладки: оптимальная раскладка снижает расход на 10-20%
Ширина реза: для лазера 0,1-0,3 мм, для плазмы 2-4 мм
Размер листа: использование стандартных размеров (1500×3000, 2000×4000 мм) экономичнее
Таблица 7. Коэффициенты расхода металла в зависимости от метода резки и конфигурации
Тип деталей | Метод резки | Коэффициент раскроя | Ширина реза, мм | Потери, % |
|---|---|---|---|---|
Простые (прямоугольники) | Лазерная | 1,10-1,15 | 0,1-0,2 | 10-15 |
Простые (прямоугольники) | Плазменная | 1,12-1,18 | 2,0-3,0 | 12-18 |
Средней сложности | Лазерная | 1,20-1,30 | 0,1-0,3 | 20-30 |
Средней сложности | Плазменная | 1,25-1,35 | 2,5-4,0 | 25-35 |
Сложные (фигурные) | Лазерная | 1,30-1,40 | 0,2-0,3 | 30-40 |
Сложные (фигурные) | Плазменная | 1,35-1,50 | 3,0-4,0 | 35-50 |
Таблица 8. Удельный вес нержавеющей стали различных марок для расчета норм расхода
Марка стали (ГОСТ) | Марка стали (AISI) | Плотность, кг/дм³ | Вес листа 1 мм, кг/м² |
|---|---|---|---|
12Х18Н10Т | 321 | 7,9 | 7,9 |
08Х18Н10 | 304 | 7,9 | 7,9 |
03Х17Н14М3 | 316L | 8,0 | 8,0 |
20Х23Н18 | 310S | 7,9 | 7,9 |
08Х22Н6Т | - | 7,7 | 7,7 |
10Х17Н13М2Т | 316Ti | 8,0 | 8,0 |
Пример расчета нормы расхода:
Деталь: прямоугольник 500×300 мм из нержавеющей стали AISI 304 толщиной 5 мм
Геометрический вес: 0,5 × 0,3 × 5 × 7,9 = 5,925 кг
Коэффициент раскроя (простая деталь, лазер): 1,12
Коэффициент угара (лазер): 1,02
Норма расхода: 5,925 × 1,12 × 1,02 = 6,76 кг
Экономия при оптимизации раскладки:
При использовании программы автоматической раскладки экономия составляет 8-15%
При серийном производстве — до 20%
Качество кромки после резки — критический параметр, определяющий не только удобство сборки, но и долговечность готового изделия. Для нержавеющей стали этот аспект особенно важен из-за специфики материала.
Влияние качества кромки на сварку:
Подготовка кромок: Кромки, полученные лазерной резкой, как правило, не требуют дополнительной обработки перед сваркой. Кромки после плазменной или газовой резки необходимо зачищать для удаления окалины, грата и зоны термического влияния.
Свариваемость: Неровности, заусенцы и окалина приводят к непроварам, порам и трещинам в сварном шве. Для нержавеющей стали это критично, так как дефекты снижают коррозионную стойкость соединения.
Зазор при сварке: Отклонение перпендикулярности более 0,5 мм на 10 мм толщины требует увеличения зазора или механической обработки.
Влияние на коррозионную стойкость:
Термическая резка (лазерная, плазменная, газовая) создает на кромке зону термического влияния, где:
Происходит выгорание хрома, снижающее коррозионную стойкость
Образуются оксидные пленки (окалина), требующие удаления
Возникают остаточные напряжения, способствующие коррозионному растрескиванию
Требования к кромкам под сварку (по ГОСТ 14771-76):
Шероховатость: не хуже Rz 40 мкм для ответственных конструкций
Отсутствие трещин, заусенцев, наплывов
Перпендикулярность: отклонение не более 5% от толщины металла
Чистота поверхности: удаление окалины на ширину не менее 20 мм от кромки
Таблица 9. Требования к обработке кромок в зависимости от метода резки
Метод резки | Необходимость обработки | Рекомендуемые операции | Ширина обработки, мм |
|---|---|---|---|
Лазерная (до 10 мм) | Минимальная | Удаление грата (при наличии) | 0-5 |
Лазерная (свыше 10 мм) | Средняя | Снятие фаски, удаление окалины | 10-15 |
Плазменная | Обязательная | Механическая зачистка, удаление ЗТВ | 20-30 |
Газовая | Обязательная | Механическая обработка, травление | 30-50 |
Гидроабразивная | Не требуется | Контроль качества | 0 |
Таблица 10. Влияние параметров кромки на качество сварного соединения нержавеющей стали
Параметр кромки | Допустимое значение | Влияние на сварку | Последствия превышения |
|---|---|---|---|
Шероховатость Rz | До 40 мкм | Хорошее сплавление | Непровары, поры |
Перпендикулярность | До 0,1 мм на 10 мм | Равномерный прогрев | Смещение кромок, коробление |
Наличие окалины | Не допускается | Стабильность дуги | Включения в шве, коррозия |
Заусенцы | Не допускаются | Плотное прилегание | Зазоры, прожоги |
ЗТВ (для нержавейки) | Минимальная | Сохранение свойств | Межкристаллитная коррозия |
Рекомендации по обработке кромок:
После плазменной резки обязательно удаление окалины механическим способом (шлифовка, щетка) или химическим (травление)
Для ответственных конструкций — удаление зоны термического влияния на глубину 1-2 мм
Перед сваркой — обезжиривание кромок растворителем
Для восстановления коррозионной стойкости — пассивация сварных соединений
Дефекты при резке нержавеющей стали — распространенная проблема, которая может привести к браку готовых изделий. Понимание причин возникновения дефектов и способов их предотвращения позволяет существенно повысить качество продукции.
Основные виды дефектов:
1. Грат (облой) — затвердевшие капли расплавленного металла на нижней кромке реза.
Причины:
Неправильно подобранная скорость резки
Недостаточное давление вспомогательного газа
Неправильное положение фокуса (для лазера)
Профилактика:
Оптимизация параметров резки
Увеличение давления газа
Корректировка положения фокуса
2. Окалина (оксидная пленка) — темный налет на поверхности реза.
Причины:
Использование кислорода в качестве вспомогательного газа
Перегрев материала
Медленная скорость резки
Профилактика:
Применение азота для резки нержавеющей стали
Увеличение скорости резки
Снижение мощности
3. Заусенцы — острые выступы на кромках.
Причины:
Износ режущего инструмента
Неправильный зазор между соплом и материалом
Низкое качество металла (расслоения)
Профилактика:
Своевременная замена сопел и электродов
Контроль зазора
Проверка качества материала
4. Конусность реза — отклонение от перпендикулярности.
Причины:
Неправильная фокусировка
Износ сопла
Высокая скорость резки
Профилактика:
Регулярная калибровка оборудования
Замена изношенных деталей
Корректировка скорости
5. Термические трещины — микротрещины в зоне реза.
Причины:
Быстрое охлаждение
Высокие остаточные напряжения
Неудовлетворительное качество материала
Профилактика:
Снижение мощности
Предварительный подогрев (для толщин свыше 20 мм)
Контроль химического состава стали
Таблица 11. Дефекты лазерной резки нержавеющей стали: причины и способы устранения
Дефект | Внешний вид | Причина | Способ устранения |
|---|---|---|---|
Грат снизу | Наросты металла | Низкая скорость, малое давление газа | Увеличить скорость на 10-15%, повысить давление газа |
Окалина | Темный налет | Кислород вместо азота | Заменить газ на азот высокой чистоты (99,99%) |
Шероховатость | Грубая поверхность | Неправильный фокус | Откорректировать положение фокуса |
Сужение реза | Конусность | Износ сопла | Заменить сопло, проверить соосность |
Оплавление углов | Деформация | Высокая мощность | Снизить мощность, увеличить скорость |
Таблица 12. Дефекты плазменной резки и методы их предотвращения
Дефект | Причина | Профилактика | Допустимость для нержавейки |
|---|---|---|---|
Большой грата | Низкая скорость, износ электрода | Оптимизация параметров, замена расходников | Не допускается, требует зачистки |
Широкий рез | Большой ток, износ сопла | Снижение тока, замена сопла | Допускается с учетом припуска |
Неровная кромка | Нестабильная дуга, вибрация | Проверка оборудования, крепление листа | Не допускается для сварки |
Пористость | Влажный воздух, грязный металл | Осушение воздуха, очистка поверхности | Критический дефект |
Деформация | Перегрев | Охлаждение, прерывистая резка | Допускается в пределах допуска |
Контроль качества:
Визуальный осмотр — выявление грубых дефектов (трещины, большой грат)
Измерительный контроль — проверка размеров, перпендикулярности
Микроскопия — анализ структуры зоны реза
Испытания на коррозионную стойкость — для ответственных изделий
Периодичность контроля:
Первая деталь каждой партии — полный контроль
Серийное производство — выборочный контроль каждые 10-20 деталей
При смене параметров — обязательный контроль
Современное производство нержавеющей стали постоянно развивается, внедряя новые технологии, которые позволяют повысить точность, снизить затраты и улучшить качество продукции.
Тренды 2024-2026 годов:
1. Волоконные лазеры высокой мощности
Современные волоконные лазеры мощностью 10-30 кВт позволяют резать нержавеющую сталь толщиной до 40 мм с точностью, ранее доступной только для малых толщин. Преимущества:
Скорость резки в 3-5 раз выше по сравнению с CO2-лазерами
Энергоэффективность до 50%
Минимальная зона термического влияния
2. Интеллектуальные системы управления
Системы на базе искусственного интеллекта анализируют процесс резки в реальном времени и автоматически корректируют параметры:
Адаптивная фокусировка
Контроль качества кромки с помощью камер
Предсказание и предотвращение дефектов
3. Гибридные технологии
Комбинация различных методов резки для достижения оптимального результата:
Лазер + плазма для толстых материалов
Лазер + механическая обработка для высокой точности
4. Автоматизация и роботизация
Роботизированные комплексы для 3D-резки
Автоматические системы загрузки-разгрузки
Интеграция с CAD/CAM системами
5. Экологичные технологии
Системы очистки воздуха от аэрозолей
Переработка абразива (для гидроабразивной резки)
Энергосберегающее оборудование
Таблица 13. Сравнение традиционных и современных технологий резки нержавеющей стали
Параметр | Традиционная технология | Современная технология | Улучшение |
|---|---|---|---|
Точность лазерной резки | ±0,1 мм | ±0,02-0,05 мм | В 2-5 раз |
Максимальная толщина (лазер) | 20 мм | 40 мм | В 2 раза |
Скорость резки 10 мм | 1 м/мин | 3-5 м/мин | В 3-5 раз |
Энергопотребление | 100% | 40-60% | Снижение на 40-60% |
Время переналадки | 30-60 мин | 5-10 мин | В 6 раз |
Коэффициент использования материала | 70-80% | 85-95% | Увеличение на 10-15% |
Цифровизация производства:
Современные предприятия внедряют:
IoT-датчики для мониторинга состояния оборудования
Цифровые двойники процессов резки
Облачные системы управления производством
Предиктивную аналитику для предотвращения простоев
Перспективные разработки:
Ультракороткие импульсы (фемтосекундные лазеры) для резки без термического воздействия
Наножидкости для улучшения качества реза
Аддитивные технологии в сочетании с вычитающими
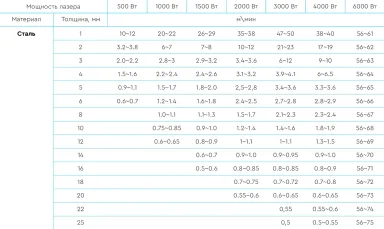
Скорость лазерной резки металла определяется мощностью источника, толщиной материала и его типом. Для нержавеющей стали современные волоконные лазеры мощностью 3–6 кВт обеспечивают скорость резки 8–12 м/мин при толщине 1 мм, 3–5 м/мин при 3 мм и 0,8–1,5 м/мин при 10 мм. С увеличением толщины скорость снижается экспоненциально: для 20 мм она составляет уже 0,3–0,6 м/мин.
На скорость также влияют качество фокусировки луча, давление и тип вспомогательного газа (азот для нержавейки), состояние оптики. Превышение оптимальной скорости приводит к неполному проплавлению, увеличению шероховатости и образованию грата, поэтому для каждого сочетания толщины и мощности существуют технологически обоснованные диапазоны скоростей, указанные в картах режимов резки.
Система контроля качества — обязательный элемент современного производства. Для резки нержавеющей стали она должна включать несколько уровней проверки.
Входной контроль:
Проверка сертификатов на материал
Визуальный осмотр листов на наличие дефектов
Измерение толщины в нескольких точках
Проверка маркировки стали
Операционный контроль:
Проводится непосредственно в процессе резки:
Контроль первой детали — полный комплекс проверок
Периодический контроль — каждые 10-20 деталей
Контроль при смене параметров или инструмента
Приемочный контроль:
Финальная проверка готовых деталей:
Геометрические размеры
Качество поверхности
Отсутствие дефектов
Соответствие чертежу
Таблица 14. Методы контроля качества резки нержавеющей стали
Параметр контроля | Метод контроля | Инструмент | Периодичность | Норма |
|---|---|---|---|---|
Линейные размеры | Измерительный | Штангенциркуль, рулетка | Каждая 10-я деталь | По ГОСТ |
Перпендикулярность | Измерительный | Угольник, щупы | Каждая 10-я деталь | ≤0,1 мм на 10 мм |
Шероховатость | Визуально-измерительный | Профилометр, образец Ra | Каждая партия | По ТУ |
Грат, заусенцы | Визуальный | Лупа 5-10x | Визуально 100% | Не допускаются |
Трещины | Визуальный/УЗК | Дефектоскоп | Выборочно | Не допускаются |
ЗТВ | Металлографический | Микроскоп | При аттестации технологии | Минимальная |
Необходимое оборудование для контроля:
Измерительный инструмент:
Штангенциркуль (0-300 мм, точность 0,02 мм)
Микрометр (для толщин до 25 мм)
Рулетка металлическая (до 5 м)
Угольник поверочный
Щупы наборные
Контроль шероховатости:
Профилометр (контактный или бесконтактный)
Образцы шероховатости Ra, Rz
Визуальный контроль:
Лупы различной кратности
Источник света (не менее 500 лк)
Эндоскоп (для внутренних полостей)
Специализированное оборудование:
Координатно-измерительная машина (КИМ)
3D-сканер
Ультразвуковой дефектоскоп
Документирование контроля:
Каждая партия должна сопровождаться:
Протоколом входного контроля
Журналом операционного контроля
Актом приемочного контроля
Сертификатом качества
Критерии браковки:
Деталь бракуется при наличии:
Отклонений размеров сверх допустимых
Трещин любой величины
| - Грата, не удаляемого без повреждения детали
Коррозионных поражений
Несоответствия марки материала
Статистический контроль:
Для серийного производства рекомендуется:
Построение контрольных карт
Расчет индексов воспроизводимости (Cp, Cpk)
Анализ трендов и предупреждение отклонений
Оптимизация затрат — актуальная задача для любого предприятия. При резке нержавеющей стали экономия должна достигаться не за счет снижения качества, а через повышение эффективности процессов.
Основные направления экономии:
1. Оптимизация раскроя
Использование специализированного ПО для автоматической раскладки позволяет:
Увеличить коэффициент использования материала с 70% до 90-95%
Сократить время программирования
Минимизировать отходы
Пример экономии:
При годовом раскрое 100 тонн нержавеющей стали увеличение коэффициента использования с 75% до 90% дает экономию 20 тонн материала. При стоимости нержавейки AISI 304 около 300 руб/кг экономия составляет 6 млн рублей.
2. Выбор оптимального метода резки
Не всегда самый точный метод — самый экономичный. Необходимо выбирать технологию, соответствующую требованиям:
Для деталей с допусками ±0,5 мм нет смысла применять лазер вместо плазмы
Для неответственных конструкций допустима газовая резка с последующей обработкой
3. Снижение расхода вспомогательных материалов
Оптимизация давления газа (снижение на 10-20% без потери качества)
Использование азота собственной генерации вместо баллонного
Регенерация абразива (для гидроабразивной резки)
4. Увеличение стойкости расходных материалов
Своевременное обслуживание оборудования
Использование качественных сопел и электродов
Правильное хранение расходников
5. Энергоэффективность
Современные волоконные лазеры потребляют на 40-60% меньше энергии
Отключение оборудования в нерабочее время
Оптимизация траекторий для сокращения времени резки
Таблица 15. Пути оптимизации затрат при резке нержавеющей стали
Направление | Метод оптимизации | Экономический эффект | Срок окупаемости |
|---|---|---|---|
Раскрой | Внедрение ПО для автоматизации | 10-20% материала | 3-6 месяцев |
Выбор технологии | Оптимизация метода под задачу | 20-40% стоимости резки | Немедленно |
Газоснабжение | Собственная генерация азота | 30-50% стоимости газа | 12-24 месяца |
Энергия | Переход на волоконный лазер | 40-60% электроэнергии | 24-36 месяцев |
Производительность | Автоматизация загрузки | 30-50% времени | 6-12 месяцев |
Качество | Предотвращение брака | 5-10% общих затрат | Немедленно |
Расчет экономической эффективности:
Пример для предприятия, перерабатывающего 50 тонн нержавеющей стали в месяц:
Текущие затраты:
Материал: 50 т × 300 руб/кг = 15 млн руб
Резка (лазер): 50 т × 50 000 руб/т = 2,5 млн руб
Отходы (25%): 12,5 т × 300 руб/кг = 3,75 млн руб
Итого: 21,25 млн руб/мес
После оптимизации:
Отходы (10%): 5 т × 300 руб/кг = 1,5 млн руб
Экономия: 2,25 млн руб/мес или 27 млн руб/год
Рекомендации по внедрению:
Провести аудит текущих процессов
Определить "узкие места" и наибольшие потери
Разработать план оптимизации с приоритетами
Внедрять изменения поэтапно
Контролировать результаты и корректировать
Грамотно составленное техническое задание (ТЗ) — залог получения продукции требуемого качества в срок и по обоснованной цене. ТЗ должно содержать всю необходимую информацию для исполнителя.
Обязательные разделы ТЗ:
Общие сведения
Наименование изделия
Количество деталей
Срок изготовления
Материал
Марка стали (ГОСТ или AISI)
Толщина листа
Размеры заготовок
Требования к сертификатам
Технические требования
Метод резки (если есть предпочтения)
Класс точности по ГОСТ
Требования к шероховатости
Допустимые отклонения
Требования к кромкам (под сварку, под покраску и т.д.)
Контроль качества
Методы контроля
Объем выборки
Критерии приемки
Упаковка и маркировка
Требования к упаковке
Маркировка деталей
Документация
Чертежи
Спецификации
Протоколы контроля
Таблица 16. Шаблон технического задания на резку нержавеющей стали
Раздел | Содержание | Пример заполнения |
|---|---|---|
Наименование | Изделие | Фланец нержавеющий |
Материал | Марка, толщина | AISI 304, 8 мм |
Количество | Штуки | 100 шт |
Метод резки | Предпочтительный | Лазерная |
Класс точности | По ГОСТ | Класс 1 (ГОСТ 26038) |
Шероховатость | Rz, мкм | Не более 25 мкм |
Кромки | Требования | Под сварку, без грата |
Контроль | Методы | 100% визуальный, 10% измерительный |
Документы | Что предоставить | Чертежи, сертификат на материал, протокол контроля |
Типичные ошибки в ТЗ:
Неполные данные о материале
Ошибка: "нержавеющая сталь 8 мм"
Правильно: "AISI 304 (08Х18Н10) ГОСТ 7350, лист 8 мм, поверхность 2B"
Отсутствие требований к точности
Ошибка: "вырезать по чертежу"
Правильно: "класс точности 1 по ГОСТ 26038, отклонения ±0,1 мм"
Не указаны требования к кромкам
Ошибка: без комментариев
Правильно: "кромки под сварку, удаление грата, шероховатость Rz 25"
Не определен объем контроля
Ошибка: "контроль качества"
Правильно: "визуальный контроль 100%, измерительный - 10% от партии"
Рекомендации по составлению:
Используйте стандартизированные формулировки (ссылки на ГОСТ)
Прилагайте чертежи в электронном виде (DWG, DXF, PDF)
Указывайте приоритеты (что важнее: точность, скорость или стоимость)
Определите порядок приемки и разрешения спорных ситуаций
Предусмотрите возможность внесения изменений
Пример правильного ТЗ:
ТЕХНИЧЕСКОЕ ЗАДАНИЕ
1. Изделие: Детали корпуса резервуара
2. Количество: 50 комплектов
3. Материал: AISI 316L (03Х17Н14М3), лист 10 мм, ГОСТ 7350
4. Метод резки: Лазерная
5. Класс точности: 1 по ГОСТ 26038-83
6. Предельные отклонения: ±0,1 мм
7. Шероховатость кромки: Rz не более 25 мкм
8. Требования к кромкам:
- Удаление грата
- Перпендикулярность не более 0,1 мм
- Подготовка под сварку (фаска 30° для толщин >6 мм)
9. Контроль качества:
- Визуальный 100%
- Измерительный 10% от партии
- Протокол контроля обязателен
10. Упаковка: Деревянные ящики, прокладка картоном
11. Срок изготовления: 14 рабочих дней
12. Документы: Чертежи (приложение 1), сертификат на материал
Точность резки нержавеющей стали — многогранная задача, требующая учета множества факторов: от выбора оптимального метода до контроля качества готовой продукции. Современные стандарты и технологии позволяют достигать высокой точности при разумных затратах, но для этого необходим системный подход.
Ключевые выводы:
Выбор метода должен основываться на реальных требованиях к изделию, а не на принципе "чем точнее, тем лучше"
Соблюдение ГОСТов обеспечивает предсказуемое качество и упрощает взаимодействие с подрядчиками
Контроль на всех этапах — от входного контроля материала до приемки готовых деталей — позволяет минимизировать брак
Оптимизация затрат возможна без потери качества через повышение эффективности процессов
Квалификация персонала и современное оборудование одинаково важны для достижения результата
Документирование всех процессов создает базу для постоянного улучшения
Для закупщиков важно понимать, что самая низкая цена не всегда означает лучшую экономию — брак и переделки могут многократно превысить экономию на стоимости резки.
Для производственников ключевым является баланс между производительностью и качеством, достигаемый через оптимизацию параметров и регулярное обслуживание оборудования.
Для студентов и начинающих специалистов важно усвоить, что точность резки — это не только технический параметр, но и экономическая категория, влияющая на конкурентоспособность продукции.
Современные тенденции указывают на дальнейшее повышение точности при снижении затрат благодаря автоматизации, цифровизации и внедрению новых технологий. Предприятия, которые уже сейчас внедряют эти подходы, получают конкурентное преимущество на рынке.